


Paper is a hygroscopic material, meaning it readily absorbs and releases moisture from the surrounding air, causing it to expand or contract. Paper’s sensitivity to humidity means that it is crucial to maintain controlled environmental conditions in printing and packaging facilities. Fluctuations in temperature and humidity can distort paper dimensions, compromising the integrity of the printing and packaging processes. From storage to the final stage of production, thorough control of absolute and relative humidity is essential.
Absolute humidity typically ranges from 5% to 10% for paper, representing humidity as a percentage of total paper mass. In other words, if you have a pile of paper weighing 10kg, 5-10% of that weight is water (0,5 - 1kg).
Relative humidity (RH) of the air for paper processing facilities typically fluctuates between 50% and 60%. This means that when the relative humidity of the environment reaches these values, the paper will no longer exchange moisture with the air.
Achieving and maintaining these optimal conditions is paramount for consistent print quality and operational efficiency.
THREATS TO PAPER AND PRINT FROM UNCONTROLLED HUMIDITY
Excessive moisture in the air can lead to paper absorbing more water, potentially causing problems such as:
- Dimensional variations of paper or cardboard
- Curling of paper, web-breaks, and static build-up
- Pages becoming difficult to separate during the spooling process when printing presses generate electrostatic charges
- Printing defects and machine stoppages due to misfeeds
- Ink absorption issues, reduced print quality, and colour reproduction issues
Controlling humidity in the printing and packaging industry is crucial, ensuring that paper remains pliable yet resilient and that the printing process is seamless and high-quality.
PROPER HANDLING OF PAPER AND CARDBOARD
Various factors continually alter the appropriate storage and process conditions including heating systems, air movement from printing equipment, and the opening and closing of doors and windows, as well as latent loads.
From receiving the paper at the paper mill, where it is packaged in waterproof packaging, through transportation, storage, printing, and final glueing, paper and paper products must be handled with precision and care. For example, in this instance, it is crucial to allow the transported paper to remain in its packaging for a couple of days to acclimate to the environmental conditions of the printing facility before printing begins. However, changes in the ambient conditions caused by ventilation or door opening are inevitable, underscoring the necessity for a dry-air solution to maintain a stable environment conducive to maximum paper and packaging quality.
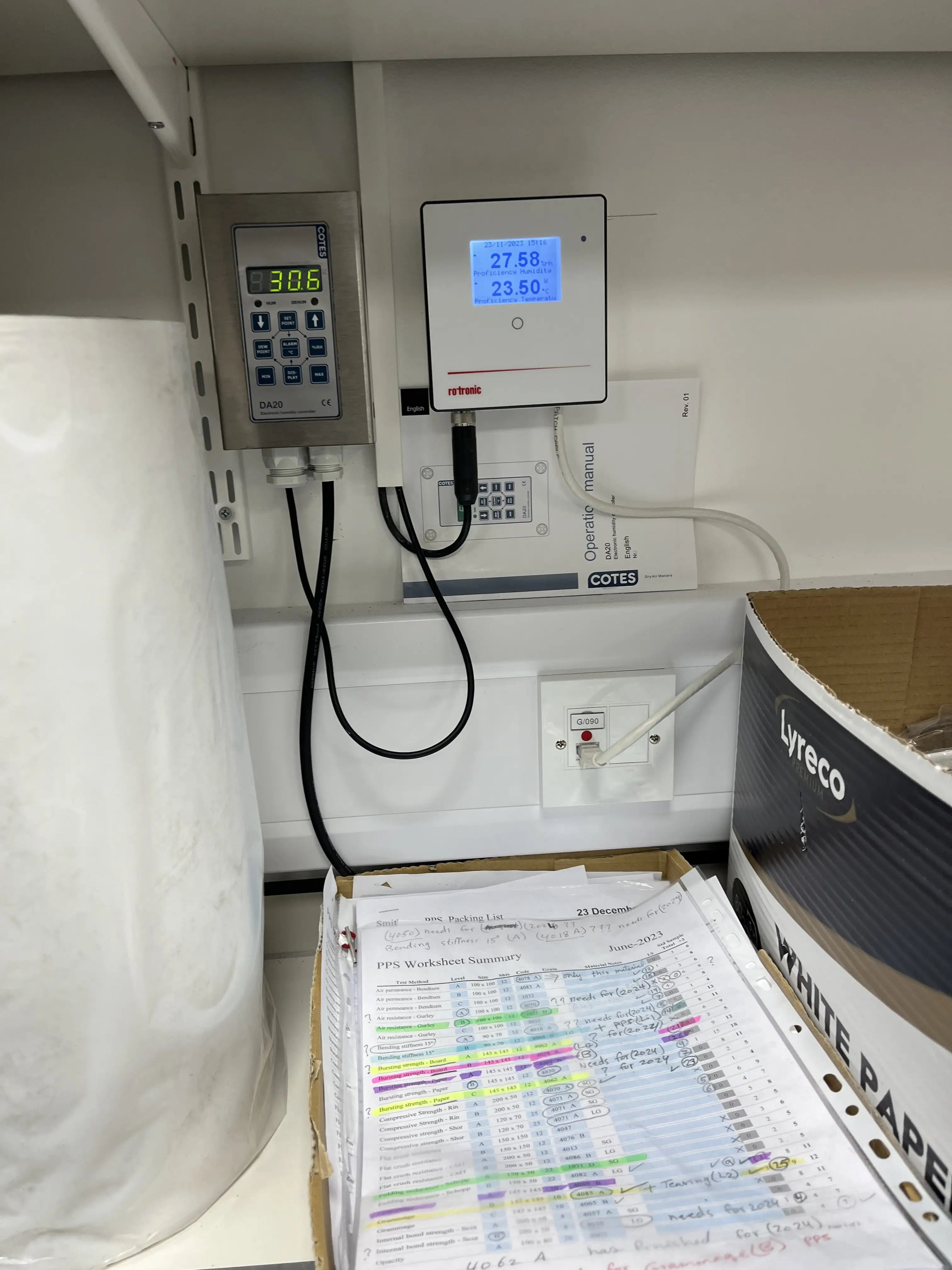
CASE STORY: PROFICIENCY LAB
The proficiency lab in this case is based in the UK and specialises in material testing, particularly in packaging, including testing the strength of paper and cardboard. To effectively carry out these tests, a RH level of 35% is required in the testing environment. However, prior to the installation of a new dehumidification solution from Cotes, the RH in the facility was around 65% or higher which failed to meet the certification requirements.
To address this challenge, Cotes trusted partner, Humidity Solutions, stepped in to help this facility achieve maximum operational efficiency. The Cotes C30 dehumidifier, specified with a DA20 hygrostat, was selected as the most suitable solution.

The dehumidification unit was sized based on infiltration air at based on 30°C and 60% RH which represents the absolute highest humidity that can be encountered in the UK. This ensures that the dehumidifier remains in design conditions throughout the year and that the room’s relative humidity remains unaffected by outdoor conditions. Additionally, the dehumidifier was set to maintain RH as low as 30% instead of the required 35%, offering greater flexibility in adjusting the required humidity level as needs change.
THE BEST DEHUMIDIFIER FOR THE JOB
The choice of the type of dehumidification solution depends on the specific requirements of the processes, facility size, and energy efficiency considerations. Adsorption dehumidification offers numerous benefits, particularly in humidity-sensitive applications like printing and packaging. Adsorption dehumidifiers are known for their ability to achieve lower humidity levels, making them highly effective in environments where stringent humidity control is essential. They are also energy-efficient, as they can operate at lower temperatures compared to other dehumidification technologies.
The facility’s size and the required RH level typically serve as primary factors in determining the most suitable Cotes adsorption dehumidifier. The Cotes C-line dehumidifiers, known for their precision in humidity control, stand out for their reliability and energy efficiency, making them ideal for maintaining consistent print quality and minimising production disruptions.
.webp?width=598&height=591&name=20210622%20Productimage_Partner_Lineup_Steel%20overlay%20(2).webp) Image: Cotes modular and mobile solutions
Image: Cotes modular and mobile solutions
Do you have issues with humidity?
If you would like to determine whether you need a dry-air solution in your facilities or would like to explore what a customised dry-air strategy can do for your business, please reach out to one of our trusted partners near you.
